
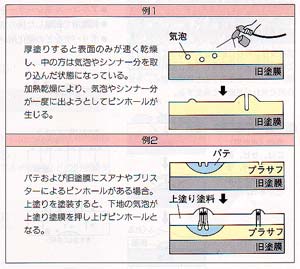
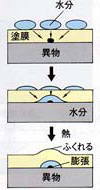
塗装中・塗装後に起こるトラブル、その原因、対策、処置を解説します。
|

|

|

|

|

|
|

|
| お気軽にお問い合わせください。 ご注文・お問い合わせはこちら。 |
|トップ|会社案内|業務内容|商品紹介|主要取扱メーカー|トピックス|主要取引先|M-SHOP| |
|
|
|
|
|
|
|
|
| お気軽にお問い合わせください。 ご注文・お問い合わせはこちら。 |
|トップ|会社案内|業務内容|商品紹介|主要取扱メーカー|トピックス|主要取引先|M-SHOP| |